Use Reliable Industrial Systems and Keep Operators Safe Using the Right Connections and Sensors
Contributed By DigiKey's North American Editors
2020-11-06
As industrial facilities continue to leverage the Industrial Internet of Things (IIoT) to achieve increasing levels of automation, predictive analysis, and safety, reliable connections between devices and systems becomes ever more critical. However, some applications can be extremely unforgiving. Both the cables and the nearby human operators can be exposed to temperature extremes of hot and cold while also being exposed to corrosive chemicals and gases.
In addition, the presence of corrosive gases such as hydrogen sulfide released by some equipment is not only harmful to human operators, but upon contact with moisture on a cable these gases create dangerous reaction by-products such as sulfuric acid. This can quickly eat away at the cable jacket, leaving the shielding and conductors exposed, often leading to short circuits and system failure.
This article will discuss the challenges of cabling in harsh environments. It will then show how designers of industrial systems can ensure reliable connections and operator safety by selecting industrial grade sensor cables using real-world examples from Molex. The article will also discuss a practical example of how to detect dangerous hydrogen sulfide gas before it causes serious damage to equipment or personnel.
Cabling in very harsh industrial environments
Industrial automation systems rely on sensors to detect the status of processes and systems in a factory. The types of sensors used vary and can include temperature thermistors, pressure transducers, level sensors, light detectors, and proximity switches. Accurate sensor data is necessary in order for the main computer to properly decide how and when to control actuators for motors, conveyer belts, lights, liquid metering, and similar devices. Incorrect sensor data can result in controlling actuators at the wrong time or with the wrong parameters. The results can range from inefficient operation with a corresponding increase in operating costs, to a failure of the system leading to expensive downtime. The proper selection and use of cabling exposed to harsh environments can improve the reliability of the sensor data and actuator control signals. The wrong choice of cabling can introduce intermittent connection failures that are notoriously difficult to troubleshoot, causing expensive downtime. Poorly selected cables can eventually lead to signal degradation or total signal loss.
Cabling from a manufacturer that has certified the cable as industrial grade cabling with a rating of IP67 or IP68 can overcome many of these issues. Note that just because a cable is labelled as IP67 or IP68 does not mean the cable is industrial grade—the IP code only certifies that the cable is resistant to common particulate matter and water resistance. As such, common consumer grade cables may be certified IP68 and may appear rugged, but may not have the extreme temperature protection, resistance to both common solvents and corrosive liquids, or immunity from twisting and abrasion that comes with robust industrial grade cabling.
Connecting to USB sensors and actuators in industrial environments
While many different type of sensors and actuators use different interface options, a safe and ubiquitous method is to use USB as an interface. Modern facilities are taking advantage of the capabilities of USB 3.0 because of its high speed, power delivery, and improved reliability. Molex supplies the 0847330005 USB 3.0 industrial cable (Figure 1). This cable is 1.31 meters (m) long, has a sealed USB 3.0 Type A circular receptacle connector on one end, and a USB 3.0 Type A plug on the other. The entire cable assembly is rated at IP67. It supports a data rate of 5 gigabits per second (Gbits/s) and is backward compatible with USB 2.0 plugs and receptacles. The cable is rated at -40°C to +85°C and is appropriate for most harsh industrial environments.
 Figure 1: The Molex 0847330005 USB 3.0 cable has a circular USB 3.0 Type A receptacle at one end and a standard USB 3.0 Type A plug on the other. It is an industrial grade cable that is suitable for harsh environments. (Image source: Molex)
Figure 1: The Molex 0847330005 USB 3.0 cable has a circular USB 3.0 Type A receptacle at one end and a standard USB 3.0 Type A plug on the other. It is an industrial grade cable that is suitable for harsh environments. (Image source: Molex)
The Molex 0847330005 USB 3.0 cable is rated to safely handle a maximum 1 ampere (A) for each contact. It is fully shielded against electromagnetic interference (EMI), necessary so that a 5 Gbit/s USB 3.0 data transfer does not interfere with other electronic equipment.
The USB 3.0 Type A plug can connect to an industrial computer or an embedded system that provides a standard USB 3.0 receptacle commonly found on most personal computers (PCs). The other end of the cable with the USB 3.0 Type A circular receptacle connects to the sensor equipment that has a USB interface. The locknut on the receptacle circular connector has an easy-to-use twist locking mechanism that can withstand 20 pounds-inch (lb-in) of torque. This provides a solid connection to sensor equipment that won’t accidentally come apart. Each connector is rated at 500 mate and un-mate cycles which is appropriate for industrial equipment that must be periodically reconfigured.
The gasket seal on the receptacle circular connector is black nitrile which provides excellent resistance to water and industrial oils. Nitrile gaskets are also resistant to gasoline, hydraulic fluids, and common solvents. This makes this cable excellent for connecting to sensors used in gasoline-powered machinery. Overspill or accidents with solvents or other fluids that find their way to the connector will not penetrate the seal and interfere with data transfers.
Sunlight and ultraviolet light (UV) can cause discoloration of a cable jacket, which can be inconvenient when cables are color-coded for ease of maintenance. Sunlight can also cause commercial cable jackets to crack, exposing the EMI shielding to the elements. The Molex USB 3.0 cable jacket is made of durable PVC resin which has excellent resistance to sunlight and UV rays. PVC resin is also resistant to water which over time can shorten the length commercial cables made of consumer-grade materials.
Connecting to mechanical actuators and solenoids
DIN valve connectors are used to activate solenoids used to control actuators such as valves, pressure switches, limit switches, and low energy motors. For solid connections to DIN valve actuators in industrial environments, Molex provides the 2210503466 DIN valve connector and 5 m cable (Figure 2). It is terminated with a three-wire pigtail for connection to an actuator voltage of up to 24 volts. The cable assembly is rated at -40°C to +90°C, making it suitable not just for cold environments but also for some engines and equipment that get very hot.
The Molex DIN valve connector provides a snug and secure IP67 seal over a DIN valve, and when activated will enable or disable the valve depending on the type of DIN valve being controlled. The connector is secured by a screw to provide maximum protection against inadvertent removal. A yellow light emitting diode (LED) on the DIN connector provides a visual indication that the DIN valve has been activated.
 Figure 2: The Molex 2210503466 has a DIN valve connector on one end and a three-wire pigtail on the other. A yellow LED indicates to operators that the valve has been activated. (Image source: Molex)
Figure 2: The Molex 2210503466 has a DIN valve connector on one end and a three-wire pigtail on the other. A yellow LED indicates to operators that the valve has been activated. (Image source: Molex)
The Molex 2210503466 DIN valve connector and cable has a polyurethane jacket which is resistant to most harsh chemicals and is extremely resistant to abuse from twisting and flexing. Polyurethane cable jackets are also very resistant to cutting and crushing forces. A damaged DIN valve cable can result in intermittent operation of DIN valve equipment or total equipment failure. This makes this cable appropriate for actuators on moving heavy machinery where the cable may be quickly extended and contracted, and also where a machine malfunction or misconfiguration may cause the cable to be crushed.
As a matter of safe practice, it is not recommended that the cable be so short that extending the cable during normal operation puts stress on either end of the cable connection. This requires enough slack to be in the cable to prevent pulling at either end of the cable termination; however, the more slack that is in the cable, the greater the chance of the cable getting accidentally caught or crushed. In these applications a polyurethane jacket is an appropriate and cost-effective solution.
Protection from corrosive substances
Gasoline power engines and some industrial chemical processes can emit dangerous hydrogen sulfide gas. While the industrial facilities are designed so that these gases are safely contained, anyone who drives a gasoline-powered vehicle knows exhaust manifolds can leak; in addition, sometimes someone in the factory may forget to close a valve. Hydrogen sulfide gas is extremely toxic to human operators even in small quantities. Although it can often be recognized as smelling of rotten eggs, hydrogen sulfide is heavier than air and can quickly spread undetected on the floor of a large industrial complex far away from its point of origin.
If hydrogen sulfide comes in contact with water it forms corrosive sulfuric acid which can very quickly corrode copper, iron, and aluminum equipment. Upon contact with a wet cable, sulfuric acid can quickly corrode most types of cable insulation such as polyurethane. While PVC resin cable jackets are more acid resistant than polyurethane at room temperature, at extreme temperatures of hot and cold sulfuric acid can quickly eat away at PVC cable jackets. Regardless of material spec sheets, hydrogen sulfide and sulfuric acid should be considered dangerous to any material other than exhaust manifolds and other equipment specifically designed to contain these dangerous substances.
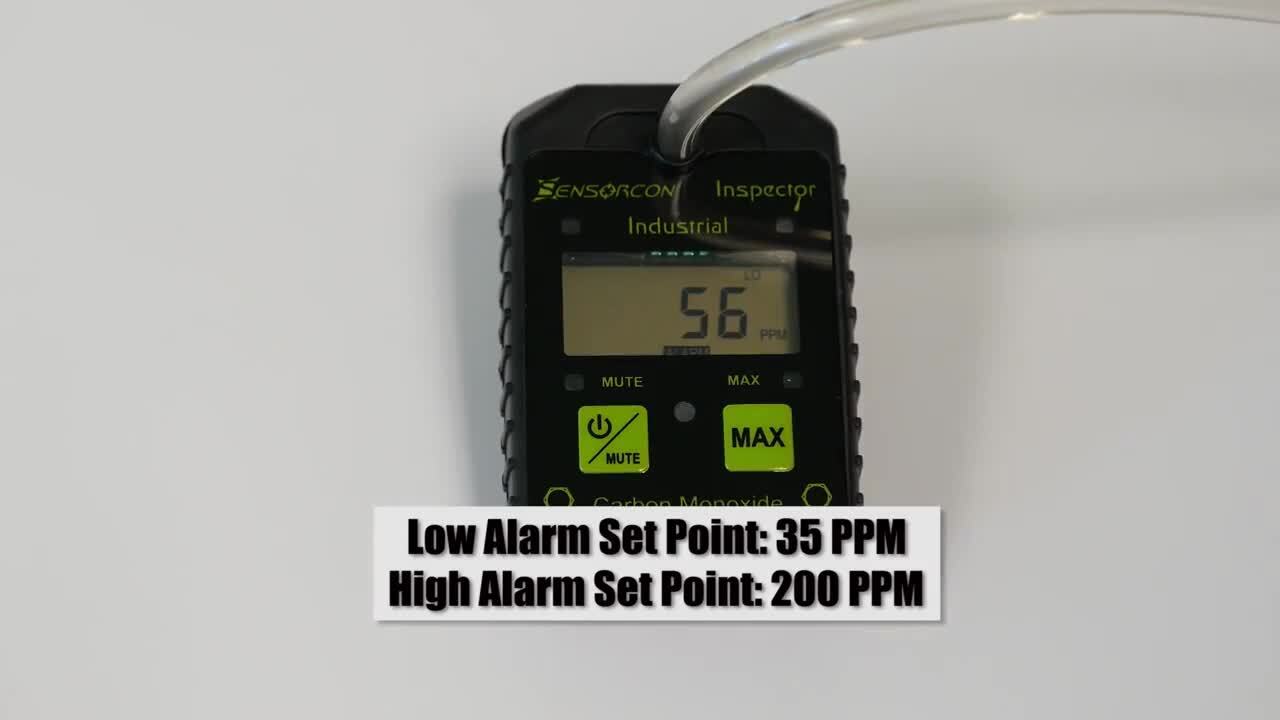
For keeping cables, equipment, and human operators safe, Molex Sensorcon provides the 2023150001 hydrogen sulfide gas analyzer (Figure 3). It is a handheld device with an LCD display that can detect and display hydrogen sulfide gas concentrations with a resolution as small as 1 part per million (ppm) and as high as 400 ppm.
 Figure 3: The Molex Sensorcon 2023150001 is a handheld hydrogen sulfide gas detector that can detect hydrogen sulfide gas from 1 ppm to 400 ppm. (Image source: Molex)
Figure 3: The Molex Sensorcon 2023150001 is a handheld hydrogen sulfide gas detector that can detect hydrogen sulfide gas from 1 ppm to 400 ppm. (Image source: Molex)
The Molex Sensorcon 2023150001 hydrogen sulfide gas detector is IP67 rated and can sound two different alarms from high and low alarm set points. The factory-set low alarm set point is 10 ppm but can be manually set to as low as 1 ppm. The factory set high alarm set point is 15 ppm or higher but can be manually set to 100 ppm or higher. Along with these alarms, the handheld unit can also vibrate on alert, which is useful in noisy industrial environments.
The detector is appropriate for detecting small concentrations of hydrogen sulfide gas near the floor and especially in machinery floor wells where heavier-than-air gases can collect. This is useful for detecting hydrogen sulfide when the smell of rotten eggs has not reached high enough to be detected by human operators’ noses.
Engines and most industrial processes that give off hydrogen sulfide gas also give off carbon monoxide, which is odorless and can be toxic to humans, even in small quantities. Molex Sensorcon offers the 2023100001 carbon monoxide gas detector, which has the same physical construction as the hydrogen sulfide detector. The presence of carbon monoxide is not only a danger to human operators but can also indicate the undetected presence of hydrogen sulfide. Both units are useful in an industrial automation facility for keeping human operators and equipment safe.
Conclusion
Industrial automation facilities can be unforgiving on cable assemblies, especially in extremes of hot and cold and where dangerous and corrosive gases and liquids may be present. Industrial grade sensor cable assemblies ensure that computers have accurate sensor data so that the industrial systems can be controlled properly and efficiently, while industrial grade cables for actuators make sure that operations are controlled properly and reliably. This lowers operational costs by increasing reliability and reducing maintenance.
Disclaimer: The opinions, beliefs, and viewpoints expressed by the various authors and/or forum participants on this website do not necessarily reflect the opinions, beliefs, and viewpoints of DigiKey or official policies of DigiKey.